Az angol kiln szó, amely az óangol cyln szóból ered, és a furnace kifejezés gyakran felcserélve jelenik meg olyan kemencetípusokra, amelyeket nagyon magas hőmérsékletre hevítenek egy égetésnek nevezett folyamat során.
Szigorú értelemben a különbség az, hogy a kerámiaégető kemencét hidegen rakják be, majd ezután fűtik fel, míg az ipari kemencét először felmelegítik, és csak utána töltik meg anyaggal.
Az iparban ez azt jelenti, hogy a kerámiaégető kemencéket elsősorban a kerámiához és kerámiai folyamatokhoz kapcsolják, például nyersanyagok hőkezeléséhez, mielőtt azokat végtermékben használnák fel. Ilyen példa a mészkő, kovakő, bauxit vagy más ásványok égetése kémiai változás előidézésére; ezt a változást kalcinálásnak nevezik. A kerámiagyártásban a máz összetevőit fel kell hevíteni, hogy egyfajta üveget, úgynevezett fritet képezzenek. A keletkező üvegfritteket ezután finom porrá őrlik, és színező oxidokhoz adják mázak gyártásához. Más rokon folyamatoknál, például a cementgyártásban is kemencének nevezik a berendezést. Egyes alacsonyabb hőmérsékletű szárítási folyamatokat is időnként kemencefolyamatként említenek, például a fa szárítását fűtött, zárt térben.
Az ipari kemencéket ezzel szemben általában a kohászat valamely ágához kötik. A vas- és acélgyártásban gyakran beszélünk nagyolvasztóról vagy Siemens–Martin-kemencéről; az öntödékben pedig sok indukciós kemencét és hőkezelő kemencét használnak, például lágyításhoz.
Kerámia és fazekasáru
A kerámia és a fazekasáru gyártása termékek széles körét foglalja magában. Ide tartoznak az úgynevezett durvakerámiai termékek, például a hagyományos építőtéglák, a szaniterkerámia, a tetőcserepek és a padlólapok, valamint a finomkerámiai termékek, például az étkészletek és a dekoratív figurák. Mindezek a termékek valamilyen formájú agyagon alapulnak, más ásványokkal keverve, és mindegyiket kemencében égetik ki. A legtöbb zománc- és aranydekorációs kemence elektromos kemence.
Üveg
Az üveg legismertebb formáját, a síküveget úgy készítik, hogy az olvadt üveget egy kemencében folyékony ónfürdőn úsztatják. Nagyobb kézügyesség szükséges azoknál a mestereknél, akik vázákat és más formákat üvegfúvással készítenek. Ilyenkor az olvadt üveget egy speciális, glory hole néven ismert melegítőkemencében tartják melegen, az üvegfúvó pedig a fúvócsövét a folyékony üvegmasszába mártja, mielőtt elkezdi kifújni a formát.
A kerámiaégető kemencék típusai
Az első felosztás, amelyet megtehetünk, a szakaszos kemencék és a folyamatos kemencék közötti különbség. A szakaszos kemencében az anyagokat vagy termékeket az égetőtérbe helyezik, majd a kemence végigmegy egy felfűtési és lehűlési égetési cikluson, amelynek végén a kész darabokat kiveszik. Folyamatos kemencében az égetési zóna állandóan a kívánt hőmérsékleten marad, és a termékek folyamatosan haladnak át rajta.
Szakaszos kemencék
A szakaszos kemencék sokféle szerkezeti kivitelben léteznek; ezek közül néhányat itt áttekintünk. Kisebb méretben egyszerű, fix rakodófelületű és sütőhöz hasonló ajtóval ellátott kemencéket használnak, amelyeket a kezelő a folyamat elején megtölt, a végén pedig kiürít. A kemencében lehetnek lapok, úgynevezett égetőlapok, a lapok és támaszok teljes együttese pedig kemencebútorzat néven ismert. A kisebb kemencék többsége felfelé irányuló huzatú kemence. Sok keramikus használ felültöltős kemencéket, amelyek előnye, hogy kevesebb helyet foglalnak, mint más típusok.

Raku kemencék
A műtermi kerámiában a raku kemencék is népszerűek. A hagyományos kemencékkel ellentétben ezeket arra használják, hogy magas hőmérsékleten bevonatokat vagy felületi hatásokat alakítsanak ki az edényeken, majd azokat nagyon gyorsan lehűtsék.
Nagyobb léptékben kocsis kemencéket használnak, egy vagy több kemencekocsival. Ezeket a kemencén kívül lehet megrakni, majd be lehet tolni, általában síneken. Az ilyen kocsis kemencék sok éven át alapberendezésnek számítottak a kerámiaiparban. Alternatív megoldás a fix rakodófelület, ahol maga a kocsis kemence fűtőkamrája oldalirányban vagy felfelé mozdul el. Ezeket rendre mozgó kamrás kemencének és harangkemencének nevezik. Nyersanyagok kalcinálásához gyakran aknakemencét használnak, amelyben az anyagot rétegekben rakják be, tüzelőanyaggal, szénnel vagy koksszal váltakozva. A kemencét felülről töltik, a kész anyagot pedig alul veszik ki.
Kemencék tüzelőanyagai
Bár a kemencéket sokféle energiaforrással és tüzelőanyaggal lehet fűteni, az elektromosságtól, földgáztól, városi gáztól, nehéz fűtőolajtól, széntől és koksztól egészen a fáig, a modern kemencék a magas hőmérsékleteket főként elektromos vagy gázfűtéssel érik el. A mai fazekas kemencék többsége gáz- vagy elektromos kemence, történelmileg azonban létezett egy másik szakaszos kemencetípus is, amely szenet és fát használt tüzelőanyagként, és palackkemencének nevezték. A szenet az égetőtérben a termékekkel együtt égették; ezeket agyag égetőtokokba, úgynevezett saggarekbe kellett helyezni, hogy megvédjék őket az égő szén szennyezett légterétől. Néhány ilyen kemence ipari örökségként fennmaradt, és időnként oktatási célból be is fűtik őket. Régebben a téglák égetésére olyan módszer is létezett, amelynél több égetőkamrát kör alakban rendeztek el. Ezeket a szintén szénnel fűtött kamrákat egymás után égették, így az egyik kamra hőjének egy részét a következő égetéséhez használták fel. Ezek voltak a Hoffmann-kemencék.
A szén- és fatüzelésű kemencék elfogadhatatlan mértékű légszennyezést okoznak.
Folyamatos kemencék
Folyamatos kemencében az égetési zónát állandóan magas hőmérsékleten tartják, és a termékek áthaladnak rajta. Népszerű megoldás egy mozgó szalag használata, amely a termékeket előre meghatározott ideig vezeti át a kemencén; az úgynevezett gyorségetésű fal- és padlólapoknál a jellemző áthaladási idő egy-két óra lehet. Hagyományosabb megoldás az alagútkemence használata, amelyben a kemencekocsik folyamatosan haladnak át az alagúton. Az áthaladási idő egy kocsi esetében 12 óra, vagy akár 24 óra is lehet. Ennek a rendszernek a hátránya, ahogy elképzelhető, hogy folyamatosan rendelkezésre kell állniuk a megrakható kocsiknak. Általában nappal készítik elő a kocsik készletét, amelyet éjszaka használnak fel. További hátrány, hogy a kemence személyzetének folyamatosan jelen kell lennie, a nap 24 órájában, a hét minden napján. Nyersanyagok hőkezelésénél ennek megfelelője a forgókemence használata, amelyben a fűtési zóna egy középen égőkkel ellátott forgódobból áll. Az anyag a ferde dobban halad előre, és ismételten áthullik a fűtőlángon.
Néhány jellemző hőmérséklet a kerámiában
- Kőedény zsengélő égetése – 1120 °C
- Kőedény mázégetése – 1060 °C
- Porcelán – 1200 °C
- Sómázas égetés – 1250 °C
- Csontporcelán – 1300 °C
- Aranydekoráció, más néven aranyozás – 800 °C
- Üvegalapú zománcfestékek – 500 °C
Szerkezeti anyagok
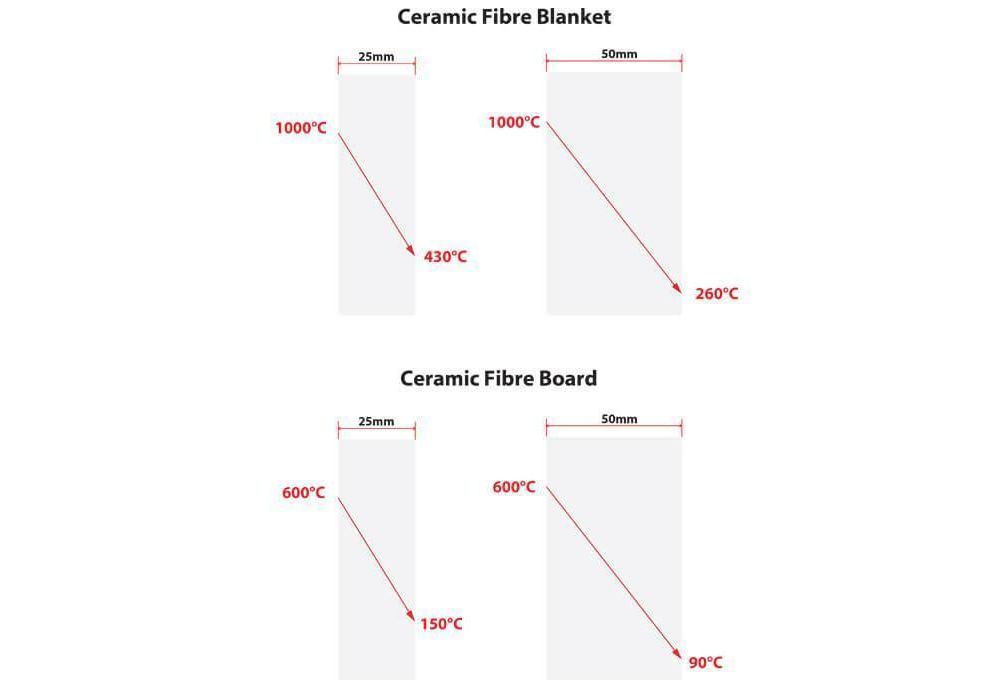
Elsősorban a könnyű anyagok használata előnyös (hőszigetelő tűzálló téglák és kerámiaszálas anyagok), hogy az égetés után rövidebb legyen a kemence lehűlési ideje. A 26-os osztályú hőszigetelő tűzálló tégla a leggyakrabban használt megoldás Vitset 45 tűzálló habarccsal együtt. Ez természetesen nem vonatkozik az alagútkemencére, ahol a hőmérsékletet állandóan tartják, és a kemencekocsik áthaladnak a kemencén; ezek a kemencék általában sűrű szerkezetű tűzálló téglával vannak bélelve, például 42% Al₂O₃-tartalmú, alumínium-oxidban gazdag samott tűzálló téglával.
Fontos, hogy a kerámiaégető kemencékben használt anyagok (kemencebélések) alacsony vastartalmúak legyenek, mivel a termékek nagyon gyakran fehérek, és a vasas szennyeződés az égetett kerámiával együtt fekete vagy zöld foltokat okozhat. A kerámiaszálas anyagot cirkon alapú tűzálló bevonattal is el kell látni, hogy a laza szálak ne hulljanak a termékekre; ez különösen a mázas termékeknél káros.
Egyes alkalmazásoknál fontos a hősokkállóság. Ezt úgy vizsgálják, hogy a próbatesteket felhevítik, majd hideg vízbe merítik. Az eljárást egyre magasabb hőmérsékleteken ismétlik, amíg a darab megreped vagy szétesik. A mázas kerámia általában 40%-kal erősebb, mint a mázatlan kerámia, ezért nagyobb a hősokkállósága.
Sómázas és szódaégető kemencék
A sómázas eljárásnál az agyagtermékeket a szokásos módon égetik, de amikor a kemence eléri a maximális hőmérsékletet, a felső nyíláson keresztül sót szórnak a kemencébe. A hőmérséklet hatására a só elpárolog, és fényes réteget képez a termékeken. Ebben a folyamatban a só nagyon agresszív, a tűzálló anyagok pedig érzékenyek a kloridok okozta károsodásra. Az írországi Peter Meanley olyan munkát végzett, amely kimutatta, hogy a téglák védhetők, ha az első sómázas használat előtt Silcas -A anyaggal kezelik őket. A szódaégető kemencében zajló folyamat ehhez nagyon hasonló, de nátrium-klorid helyett nátrium-hidrogén-karbonátot használ.
Más kemencék és speciális kemencék
Faszárító kemence
Keményfa szárítása.
Amikor a fűrészárut először kivágják egy kidöntött fából, magas a nedvességtartalma. Ezért a fát először faszárító kamrákban kell kiszárítani.
A fa szárítását gyakran úgy gyorsítják, hogy egy adott típusú szárítókemencében melegítik, így a nedvességtartalom 25% alá csökken. Ez vonatkozik a tüzelőanyag elégetésére barbecue-ban, fatüzelésű pizzakemencében vagy akár háztartási fatüzelésű kályhában vagy kandallóban is. Az így kezelt fát kemencében szárított tűzifának nevezik.
A kemence hőmérsékletének szabályozása és ellenőrzése
Elektromos kemence
A modern elektromos kemencéket általában digitális, programozható szabályozóval szerelik fel, amely hőelemmel figyeli a hőmérsékleteket, és az égetési folyamatot előre beállított program szerint vezérli, előmelegítési szakasszal, hőmérséklet-emeléssel és maximális hőmérsékleten tartással.
Elektromos kemencében ennek a rendszernek egy egyszerűbb változata inkább termosztátra hasonlít, és kiln sitter néven ismert. Ez csak be- és kikapcsolja a tápellátást a beállított érték eléréséhez.
Gázkemencék
A gázkemencék hasonló berendezésekkel rendelkeznek, de az elektromos műszereknek itt gázszelepeket kell működtetniük, valamint a nyomást és a hőmérsékletet is figyelniük kell. Gázkemencéknél fontos az oxigénszint mérése a kemencében. Ha a szint túl alacsony, a gáz nem ég megfelelően; ha túl magas, a kemence idő előtt lehűl. A gázkemencét általában a kemencén kívüli légkörhöz képest enyhe, 0,25–0,5 Pa túlnyomással fűtik. Így biztosítható, hogy a hő a kemencéből kifelé áramoljon, ahelyett hogy hideg levegő jutna be a kemencébe.
A modern műszerezés megjelenése előtt olyan módszert használtak, amelynél ismert zsugorodási tulajdonságú kerámiamasszából gyűrűt préseltek. Égetés közben ezekből a gyűrűkből néhányat egymás után kivettek a kemencéből, amíg meg nem állapították, hogy a megfelelő méretre zsugorodtak.